
In the relentless drive toward net-zero manufacturing, there is a critical problem facing engineers and product managers. While specifying lightweight aluminum can reduce the operational energy consumption of a product, the conventional and often inefficient subtractive machining process used to manufacture it can negate the environmental benefits. In fact, up to 40% of the raw material can be lost as chips, and the energy-intensive cutting process can greatly increase the part’s cradle-to-gate embodied carbon footprint, thereby negating the environmental benefits of aluminum at the very outset.
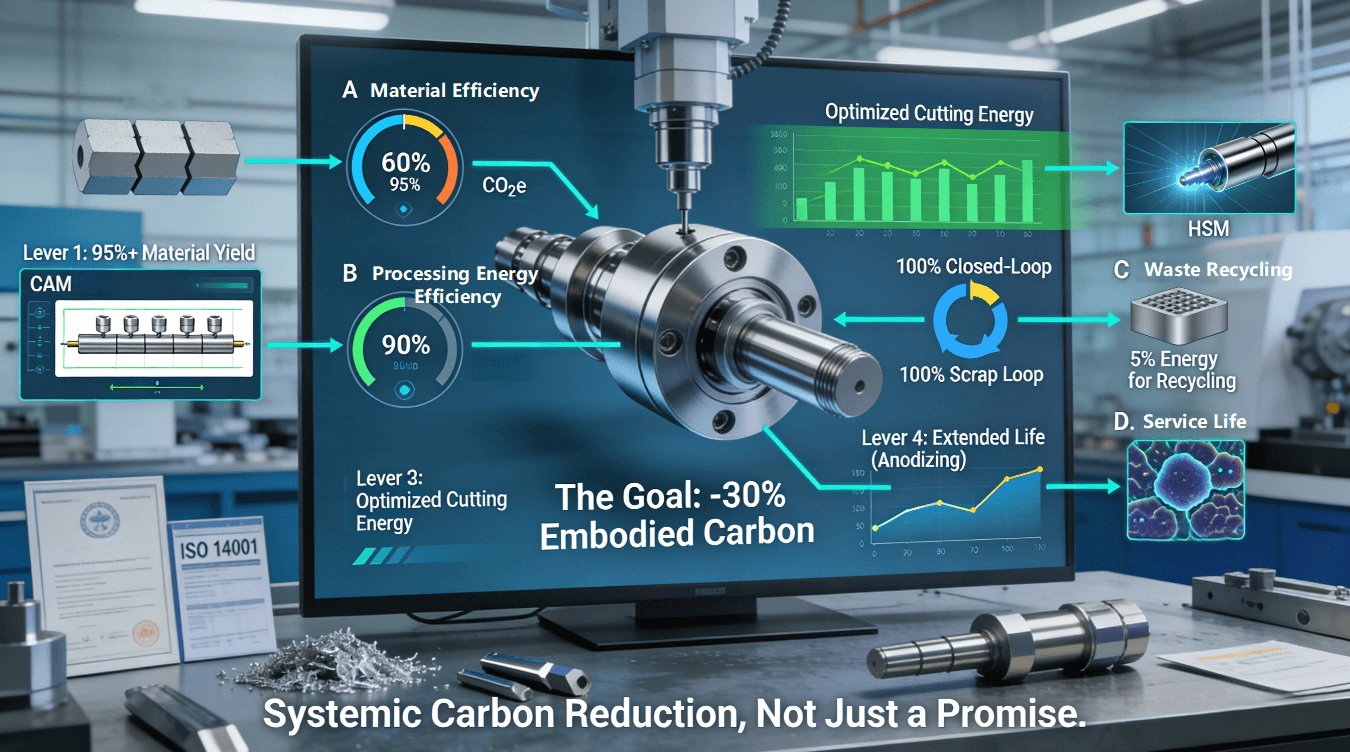
Essentially, the problem is that many manufacturing processes still have not optimized for resource efficiency and energy intensity as core engineering drivers. Obsolete processes, sub-optimal cutting conditions, and the absence of closed-loop material control undermine the intrinsic sustainability benefits of aluminum material itself during the critical machining operation. In this article, we will illustrate the potential for reversing this equation using the data-driven, system-optimized approach for precision aluminum CNC turning. We will discuss the potential for reducing the environmental footprint of a typical aluminum part by 30%, thereby turning the promise of sustainable manufacturing into reality and making it verifiable and quantifiable. To accomplish this, we must start by reconsidering the exact moment when the aluminum billet enters the factory floor.
Is Your “Sustainable” Aluminum Choice Undermined at the Lathe? The 95% Utilization Benchmark
Sustainable machining starts with the pursuit of maximum material yield. Each chip generated represents wasted energy in the mining, processing, and transportation of the raw material. Traditional turning operations, with poorly planned approaches, can attain a mere 60-70% material usage rate. This directly and substantially contributes to the upstream carbon footprint of the finished part.
- The Direct Link Between Yield and Carbon: The link between the two is quantitative. For each kilogram of aluminum billet purchased, only the mass in the finished part will be useful. The remaining mass will be swarf. Increasing the material usage rate to 95% or higher will directly reduce the requirement for primary aluminum by more than 30% for the finished part. Since primary aluminum has an exceptionally high energy cost, the increase in yield will directly and substantially reduce the carbon footprint of the raw material before any machining occurs. This idea is the basis of Materials Engineering.
- The Engineering Levers for Maximum Yield: Such high levels of yield are not happenstance; they are the end result of systematic process engineering and planning. It is about using high-end computer-aided manufacturing nesting programs to place multiple pieces of stock on a single bar stock in an optimal fashion, using near-net-shape pre-forms to reduce waste, and planning machining operations to allow for progressive and efficient removal of material. This is the essence of sustainable production, whereby the maximum amount of purchased metal is converted into finished product. The Aluminum Association has considerable literature on sustainability and recyclability of aluminum materials, which speaks to the significant impact of this kind of efficiency. Achieving this level of efficiency is only possible through a holistic approach, as is made clear in this technical analysis of aluminum CNC turning services.
- The Economic and Environmental Synergy: This focus on extreme material utilization is not only good for the environment; it is also good for the bottom line. The reduction in the amount of raw material purchased directly reduces the cost of the part. Additionally, the reduction in waste also reduces the cost associated with waste handling and disposal. This is a powerful synergy, whereby the most environmentally friendly solution is also the most cost-efficient solution.
How Can a Cutting Tool’s Path Be “Carbon Optimized”? The Physics of Efficient Metal Removal
After material waste is minimized, the next frontier is the optimization of the energy used during the cutting process. The cutting process variables — speed, feed, and depth of cut — are not only variables for maximizing productivity; they are also variables for minimizing energy consumption.
1. The High Efficiency Cutting Regime
A Carbon Optimized CNC Turning Process may utilize a High Speed Machining (HSM) approach. This technique consists of using higher spindle speed, moderate feed rates, and low depth of cut. Physics dictates that, for a sharp tool to take smaller, faster cuts, the spindle motor does not require as much torque, and the cutting forces are minimized compared to a heavy, slow cut. This technique allows for the removal of the same amount of material in less time, using less power, and hence reduces the energy intensity (kWh/kg) of the process by a significant amount.
2. Data-Driven Parameter Optimization
To effectively utilize this technique, however, it is necessary to move beyond rule-of-thumb approaches, which are often necessary for the implementation of this technique. This requires access to material-specific machining databases and, in some cases, cutting force simulation software to optimize tool paths for the optimal “sweet spot” where material removal rates are maximized, while specific cutting energies are minimized. This is the utilization of Advanced Manufacturing Technologies to minimize the carbon footprint of the process.
3. The Role of Adaptive Control and Tool Health
Additional benefits can be achieved through adaptive controls for machining and tool condition monitoring. Tools that are not sharp will increase force and energy consumption. Real-time monitoring of spindle load can be used to adjust feed rates to maintain optimal conditions or change tools before efficiency is compromised. This approach to maintenance and control ensures that the machining process is always running in its most energy-efficient state and eliminates the phenomenon of “carbon creep” associated with inefficient tools.
From Swarf to Stock: Can Machining Waste Achieve a Closed Loop?
Even with 95% utilization of materials, 5% is swarf. The last component of green turning is ensuring that swarf is recycled back into production and not relegated to a landfill. It is only through a closed-loop approach to swarf management that it becomes a valuable resource in the circular economy model.
- The Immense Value of Clean Aluminum Swarf: The answer, of course, is to maintain the aluminum swarf in pristine condition, segregated from other metals and impurities. Clean, untainted aluminum chips are of immense value to recyclers. They can be recycled straight away if segregated correctly. What makes recycling so beneficial is the fact that recycling aluminum requires only 5% of the total energy consumption required to refine it from bauxite ore. By recycling the swarf, the total carbon footprint of the aluminum in the finished product is greatly reduced, since the recycled aluminum has only 1/20th the original energy consumption.
- Implementing a Systematic Scrap Stream: Professional CNC Turning Services companies have formal systems for segregating scrap materials. This means having separate systems for collecting different types of alloys, ensuring they are not contaminated with other materials like steel. Compacting them and selling them to certified aluminum mills or recyclers is the final step. This turns a costly process (disposing of scrap) into a minor revenue generator, while discharging an important corporate responsibility to the environment. This is the physical manifestation of Sustainable Production.
- The Full-Cycle Sustainability Partnership: Thus, in order to achieve sustainability in its true sense, it is necessary to look for a manufacturing partner that views sustainability in its entirety. It is not only about finding a supplier that is proficient in turning machining but also about finding one that is proficient in turning machining in conjunction with sustainability. This is only achieved with a high level of systemic control and accountability, which is typical of advanced CNC turning machining suppliers who understand the importance of sustainability in terms of its impact on the environment.
H2: Does a Superior Surface Finish Extend Product Life and Reduce Waste?
While sustainability is often associated with the production process itself, it is not limited to it. In fact, it is not only about how efficiently and effectively turning machining is done but also about how efficiently and effectively it is used in the creation of a product that can last longer. By lasting longer, it means that it cuts in half not only its usage but also its waste. And precision surface finishing plays a vital but often unnoticed role in it.
1. Precision Turning as a Foundation for Durability
High-quality CNC turning can provide an outstanding surface finish and dimensional accuracy. A smooth and well-shaped surface with few micro-peaks and micro-valleys (low Ra value) is more resistant to initiating fatigue and corrosion. The improved quality of this machined surface means that this part is more able to withstand stresses from the outset and therefore has a more extended life.
2. The Protective Power of Anodizing
For aluminum parts, the positive impact of machined surfaces on part durability is amplified by anodizing. The anodizing process involves building up a hard, adherent aluminum oxide coating on the part’s surface. This ceramic coating is significantly more resistant to wear and corrosion than the underlying metal. A part finished this way can withstand extreme environmental conditions where an unfinished part would quickly succumb to these stresses. This is an extremely powerful form of waste prevention, as it puts off replacement of this part until it is absolutely necessary. The scientific principles behind anodizing are well-understood and have long been recognized as beneficial to materials.
3. The Lifecycle Impact of Quality
This emphasis on surface quality and protective treatments fundamentally changes the manufactured component. It changes from being a consumable item with a finite, and potentially short, lifecycle to being a robust item with a long lifecycle. This has significant implications in terms of the overall number of parts required over the lifecycle, the overall amount of raw materials, energy consumed during the manufacturing process, and the amount of waste generated at the end of the lifecycle. This is the epitome of designing and building for long lifecycles, which is the essence of Sustainable Custom Part Manufacturing.
The Sustainable Supplier Audit: 3 Metrics Beyond the ISO 14001 Certificate
While having an ISO 14001 certificate indicates the supplier has a framework for environmental management, it does not guarantee operational excellence in sustainability. To ensure the supplier has operational excellence in sustainability, ask for the following three metrics:

1. “What is your documented average material utilization rate for aluminum turning projects?”
This question is directly related to efficiency within the operation. If they are a sustainable supplier, they should have this Key Performance Indicator (KPI) closely monitored. They should have reports showing their average percentages (which should be over 90%) and evidence of a program to continually improve this number. This is directly related to saving raw materials and, therefore, saving the environment.
2. “What is your scrap segregation and recycling rate, and who are your certified recycling partners?”
This question is intended to confirm if they are telling the truth about their closed, loop system. The answer should include a percentage (which should be 100% of clean aluminum swarf) and mention the certified metal recycling partners that they collaborate with. This question is making sure that they are not just getting rid of materials; they are purposefully recycling them. This question gauges how conscious a company is of energy and its efforts for continuous improvement.
3. “Do you monitor energy consumption per machine or per production value, and what is the trend?”
Monitoring the use of energy per product or energy per production value is a principal sign of Industrial Innovation. A pattern of reduced consumption reveals ongoing improvements in their methods, use of top, notch equipment, and smart control systems. This question serves to identify if sustainability is deeply embedded into their culture, driven by the continuous improvement values of sustainability, like those in the ISO 14001 standard.
Conclusion
In the new world of manufacturing, competitiveness for industries is now measured by their sustainability. When re-imagining the process of precision aluminum CNC turning, rather than just producing accurate, precise, and reliable products, it can be viewed as a means of producing products that have a much smaller carbon footprint, thereby allowing for the efficient use of resources. By accepting this new paradigm of manufacturing, companies can not only improve their product performance and market agility but can also do so while becoming a contributor to the sustainability of the planet and their operations.
FAQs
Q: What is the typical material utilization rate for precision aluminum CNC turning, and can it really get to 95%+?
A: For well-optimized production of rotational parts from bar stock, it is entirely possible to get material utilization rates of 90-95%. This is considered best practice. It is accomplished through advanced CAM nesting software, selection of near-net-shape materials, and multi-part machining strategies. If material utilization rates fall below 85%, it is an indication of large opportunities to optimize the manufacturing process and materials.
Q: How does the energy consumption of CNC turning compare to other manufacturing methods like forging or casting when it comes to aluminum parts?
A: For low to medium volume production of complex parts, CNC turning is typically more energy efficient on a per part basis. Although casting has a very low energy consumption per kilogram of material processed, it has very high energy consumption to create consumable molds. “Digital tooling” or the CNC program has zero embodied cost.
Q: Is the process of anodizing environmentally friendly?
A: Yes, the process is environmentally friendly. The major areas of concern are the use of acid and rinse water. The leading suppliers are using closed-loop or zero-discharge technology, which recycles all chemicals used in the process, treats and neutralizes all wastewater, and also has the ability to recover all the aluminum used in the bath. It is very important to check the wastewater treatment and chemical recycling process used by the supplier.
Q: Are CNC turned aluminum parts readily recyclable at the end of life?
A: Yes, they are. One of the most important advantages of aluminum is that it is readily recyclable. CNC turned aluminum parts are 100% recyclable, even after they are anodized. The process of recycling is very simple; the process of anodizing is reversed. The material properties are maintained, and only 5% of the energy is required for recycling.
Q: What is the lead time for sustainable, precision aluminum turning parts?
A: The lead times are similar to standard high-precision turning. For prototypes or low-volume orders, we are looking at around 5-10 business days. The sustainable practices of efficient programming, optimal parameters, and efficient scrap handling are part of our standard optimized process and do not add to the lead time. For high-volume orders, we have dedicated lines and can discuss project-based lead times.